在热合加工制作前,为了确保膜结构的稳定性和安全性,确实需要根据膜材的特点对连接方式、搭接或对接宽度等进行充分的试验。
1. 试验准备与目的
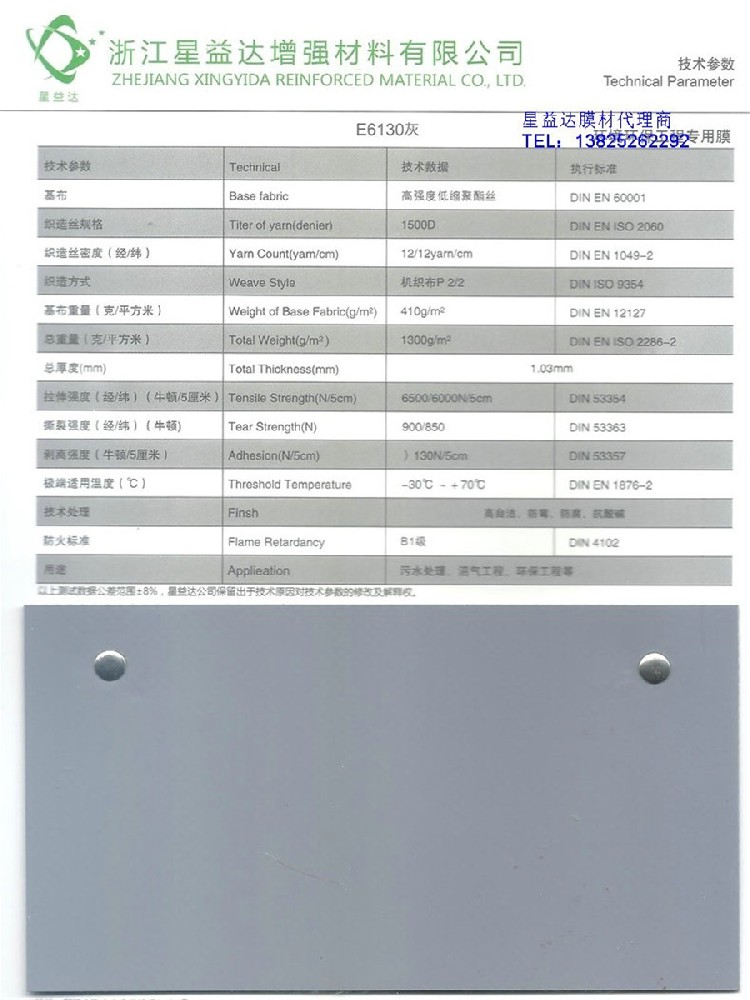
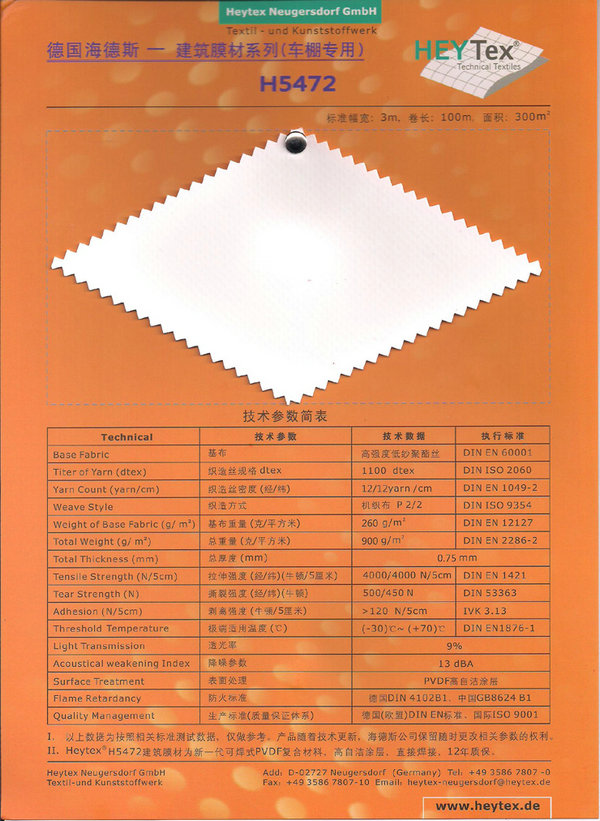
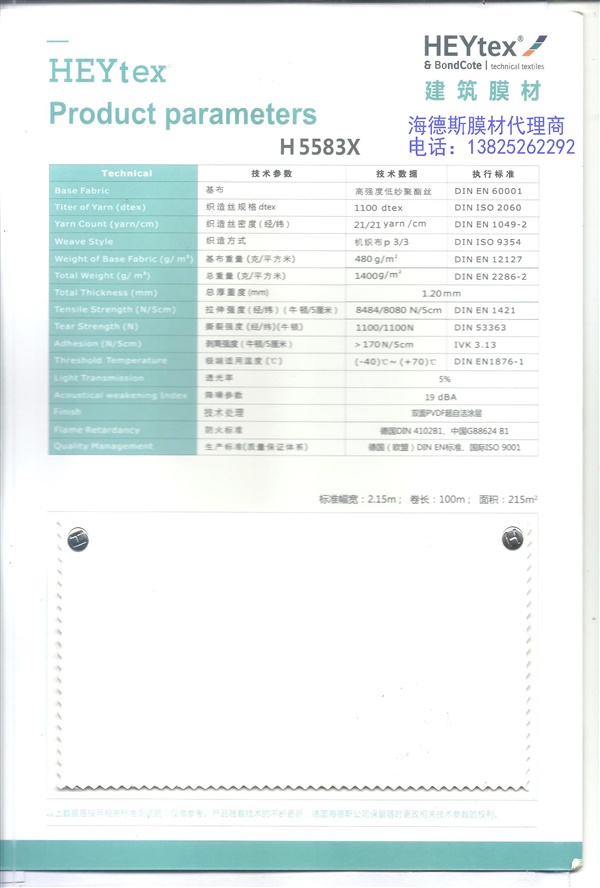
膜材特点分析:首先,需要对所使用的膜材进行全面的了解,包括其材质、厚度、强度等特性。
确定试验内容:根据膜材的特点,确定需要进行的试验项目,包括连接方式的适用性、搭接或对接宽度的合理性等。
2. 连接方式与搭接缝宽度的试验
连接方式:膜材之间的连接方式可采用搭接或对接方式。搭接连接时,应确保上部膜材覆盖在下部膜材上,以确保连接处的密封性和稳定性。对接方式则需要确保膜材之间的对接面平整、无缝隙。
搭接缝宽度:搭接缝宽度的确定应根据膜材的类别、厚度和连接强度的要求来进行。一般而言,对于不同类型的膜材(如G类、P类、E类膜材,这里G、P、E为假设性分类,实际中可能有所不同),其搭接缝宽度有不同的推荐值。例如,G类膜材的搭接缝宽度不宜小于50mm,P类膜材不宜小于25mm,E类膜材不宜小于10mm。但请注意,这些值仅为参考,实际工程中应参考具体的膜材供应商提供的技术规格和指南来确定。
3. 拉伸强度要求
G类、P类膜材:热合处的拉伸强度应不低于母材强度的80%。这一要求是为了确保热合连接处具有足够的强度,以承受外部荷载并保持结构的稳定性。
E类膜材:热合处的拉伸强度应不低于30MPa。E类膜材通常指高性能膜材,如ETFE等,对其热合强度有更高的要求。
4. 正式热合加工前的确认
在完成上述试验并确认各项参数符合设计要求后,方可正式进行热合加工。这一步骤是确保膜结构质量的关键环节。
5. 热合过程中的注意事项
严格按照试验参数进行作业:在热合过程中,应严格按照前期试验确定的参数进行操作,以确保热合的质量和稳定性。
做好热合加工记录:对热合加工过程进行详细的记录,包括热合温度、压力、时间等参数,以便后续的质量追溯和问题排查。


Copyright © 2006-2023 深圳市诺科空间膜结构有限公司 All Rights Reserved. 粤ICP备19124677号 XML地图
24小时服务热线
